





Основная Информация.
Описание Товара

Пластина из легированной стали для Китая, облицовка труб CCO и Установка
Закаленная труба HART изготавливается путем размещения на трубе из мягкой стали материалов, устойчивых к абразивному воздействию, с использованием традиционного процесса дуговой сварки. Труба может быть выполнена с двумя или несколькими проходами. И может быть выполнен как прямоугольные переходы, локти, T или Y-образные.
Оверлеи для твердых материалов разработаны с учетом возможностей максимального износа для работы в различных областях применения: В горнодобывающей промышленности, цементной промышленности, нефтеносных песках, дноуглубительных работах, переработке отходов и производстве стали.


[Технические характеристики HART-PP-100 ]
1.Внешний диаметр: 80–2000 мм
2. Твердый слой:
Сплав хрома на основе Fe (аустенит)
Твердость без насыпей: >630HV
Средняя твердость: >55HRC
Толщина слоя: 3 - 30 мм
3. Сварочные процессы:
Усовершенствованная сварка с внутренним или внешним покрытием из карбида хрома.
4. Сплав Описание:
Аустенитный хромированный твердосплавный чугун (хромированный белый утюг)
5. Твердость твердого сплава:
>1750 HV
6. Объемная фракция карбида:
>30%
7. Химический состав:
Углерод: 3-6%
Хром: 18-34%
*различные сплавы, которые будут использоваться, зависят от различных условий эксплуатации и условий применения.
| Толстый | C% | CR% | MN% | SI% | СПЧ | |
| 3 на 3 | 3~4 | 18~20 | 0,5–1 | 0,5–1 | 56~58 | |
| 3 на 4 | 3~4 | 18~20 | 0,5–1 | 0,5–1 | 56~58 | |
| 3 на 5 | 3~4 | 18~22 | 0,5–1 | 0,5–1 | 58~60 | |
| 3 на N | 3.5–4.5 | 20~25 | 0,5–1 | 0,5–1 | 58~62 | N>5 |
| 4 на N | 3.5–4.5 | 20~25 | 0,5–1 | 0,5–1 | 58~62 | |
| 5 на N | 4~6 | 23~25 | 0,5–1 | 0,5–1 | 58~62 | |
| 6 на N | 4~6 | 24~28 | 0,5–1 | 0,5–1 | 58~62 | |
| 7 на N | 4,5–6 | 24~28 | 0,5–1 | 0,5–1 | 58~62 | |
| 8 на N | 4,5–6 | 24~28 | 0.5–1.5 | 0,5–1 | 58~62 | |
| 9 на N | 5–6 | 26~30 | 0.5–1.5 | 0,5–1 | 60~64 | |
| 10 на N | 5–6 | 26~30 | 0.5–1.5 | 0,5–1 | 60~64 | |
| 11 на N | 5–6 | 26~30 | 0.5–1.5 | 0,5–1 | 60~64 | |
| 12 на N | 5–6 | 26~34 | 0.5–1.5 | 0,5–1 | 60~64 | |
| N на N | 5–6 | 26~34 | 0,5–2 | 0,5–1 | 60~64 | N>12 |
8. Микроструктура:
Состоит из высокой доли чрезвычайно твердых первичных хромовых карбидов M7C3, диспергированного в пластичной эвтектической аустенитной матрице.
Поддерживает от 30% до 50% первичных твердосплавных элементов, обеспечивая хорошую износостойкость и однородное соединение. 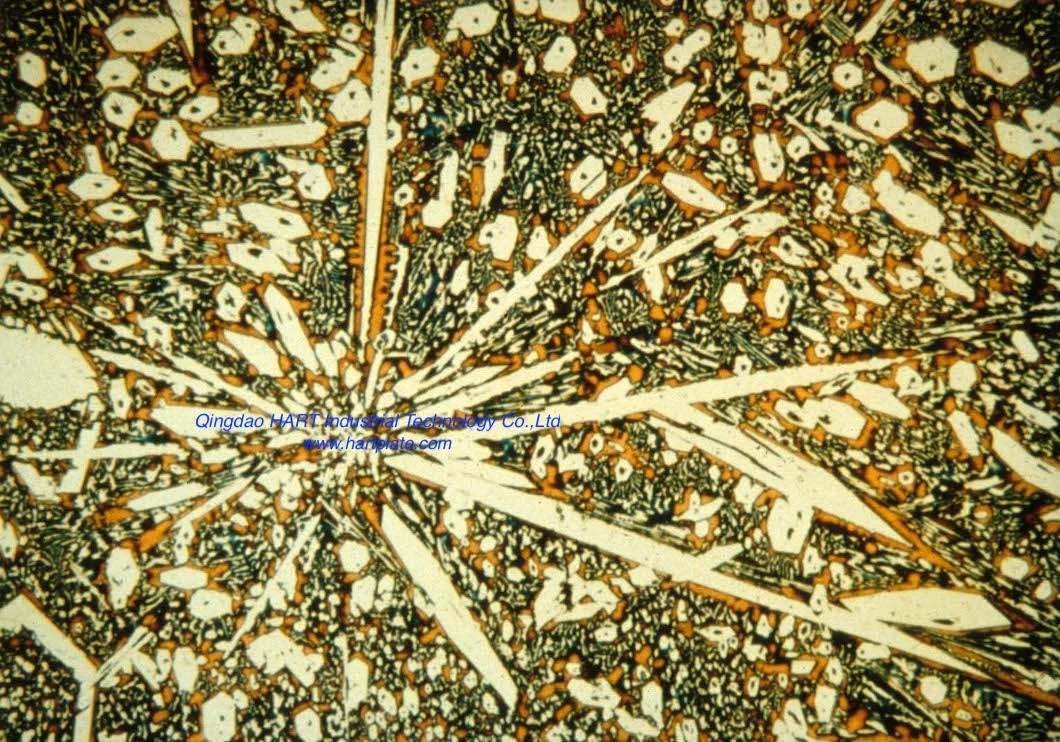
9. Типичные области применения:
HART-PP-100 труба широко используется в горнодобывающей промышленности, производстве электроэнергии (уголь), цементе, дноуглубительных работах, производстве стали, переработка отходов, производство стекла, целлюлозно-бумажная промышленность. Некоторые специальные приложения включают:
| ПРОМЫШЛЕННОСТИ | ПРИЛОЖЕНИЯ |
| Горнодобывающая промышленность | Насосы для шлама, желоба |
| Цемент | Насосы для шлама, желоба |
| Дноуглубительные работы | Трубы и насосы для дноуглубительных работ, всасывающие трубопроводы, насосы сбросы |
| Сталь | Всасывающие трубопроводы, нагнетательные трубы насоса, воздуховоды, карбоновые нагнетательные трубы, всасывающие трубопроводы, трусы |
| Переработка | Стекло из калитки |



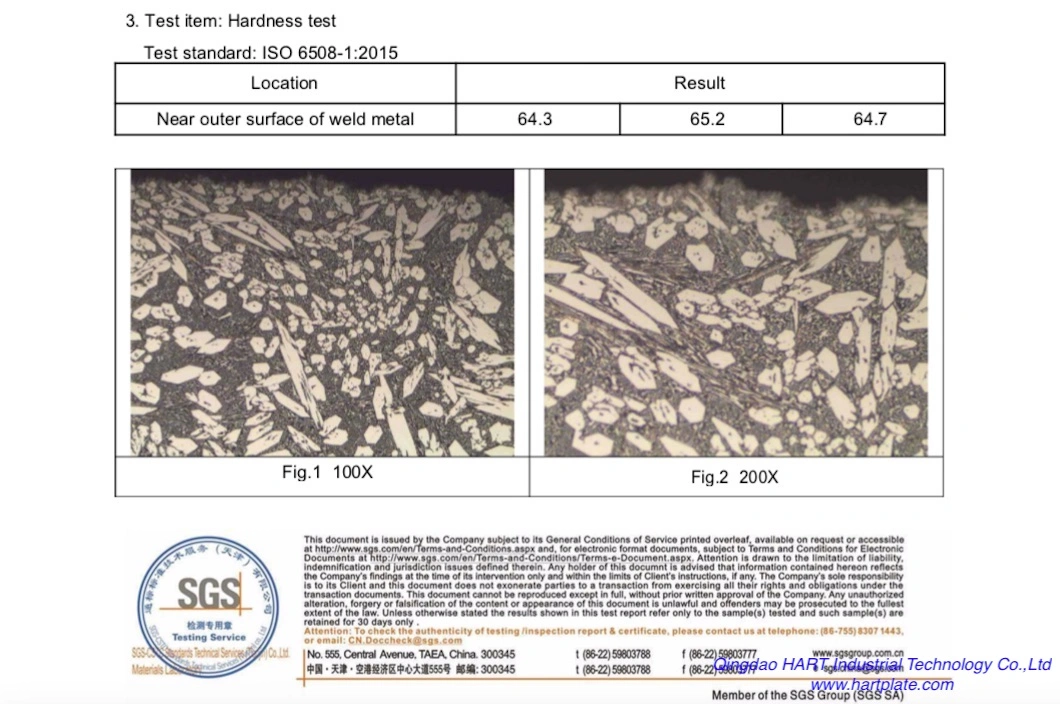
10. Свойства износа HART-PP-100 (ASTM G65 и SGS, отчет о проверке)
*ASTM G65 — это стандартный тест, измеряющий сопротивление истиранию скольжения с помощью сухого пескоструйного/резинового колесного оборудования.
| СПЛАВ HARDBANDING | ASTM G65 -- ПОТЕРЯ ВЕСА | ТВЕРДОСТЬ (RC) |
| 10+10-8 | 0.162 г/6000 об/мин | 64.7 |
| 10+10-4 | 0.183 г/6000 об/мин | 63.7 |
| 10+10-2 | 0.149 г/6000 об/мин | 64.0 |
11. Обслуживание
| ОБСЛУЖИВАНИЕ | ОПИСАНИЕ |
| Резка | 1. Может быть разрезан плазмой, лазером, струей воды, дугообразным выемоном и абразивным пилой; 2. Не может быть срезан кислородно-топливным топливом. |
| Сварка | 1. Для соединения основного металла используйте расходные материалы 480 МПа (70 кси) или 560 МПа (80 кси); 2. После сварки соединение должно быть перекрыто накладкой для защиты от износа. |
| Обработка | 1. Не обрабатываемых традиционными методами; 2. Может быть обработано только шлифованием; 3. Отверстия с потайной головкой могут быть точно изготовлены с помощью EDM (Обработка с электрическим разрядом). |
| Формовка | 1. Обычно формируется с наложением на внутреннюю поверхность; 2. Для труб диаметром менее 0,6 м (24") вместо труб из лицевой пластины рекомендуется использовать трубы с твердым облицовкой. |
| Бурение | 1. При сверлении расстояние между двумя отверстиями должно быть не менее 15 мм (5/8''); в противном случае перегородка может быть недостаточно прочной и может треснуть; 2. Минимальный диаметр отверстий должен быть равен толщине пластин. Для более толстых пластин общей толщиной более 20 мм (3/4'') минимальный диаметр должен быть в 1.5 раза больше толщины пластины. |
12. Тестирование и контроль качества
Мы задокументировали, как тестируются свойства продукта, чтобы убедиться, что накладные пластины соответствуют указанным свойствам продукта. Включая документацию по системе качества 3D Party, если калибровка и тестирование выполняются 3D Party. 
13. Упаковка и загрузка 